What is Heating Rubber and How is it Used in Industry?
Heating Rubber plays a crucial role in various industrial applications. According to the global rubber market report by Research and Markets, the demand for rubber processing chemicals, including heating rubber, is projected to grow at a compound annual growth rate of 4.5% from 2021 to 2026. This indicates its increasing relevance in manufacturing sectors.
Heating Rubber is primarily utilized in processes such as molding, bonding, and shaping different rubber products. Its unique properties allow for enhanced flexibility and durability. Industries like automotive and aerospace rely on it for producing gaskets, seals, and insulating materials. However, challenges exist. Factors such as inconsistent heating temperatures can affect product quality, leading to unexpected failures.
Professionals emphasize the need for precise control during the heating process to mitigate risks. Additionally, advancements in technology could improve the efficiency of heating rubber. As industries continue to evolve, understanding the dynamics of Heating Rubber becomes essential. The potential for innovation in this area remains significant, pointing toward a promising future.
What is Heating Rubber?
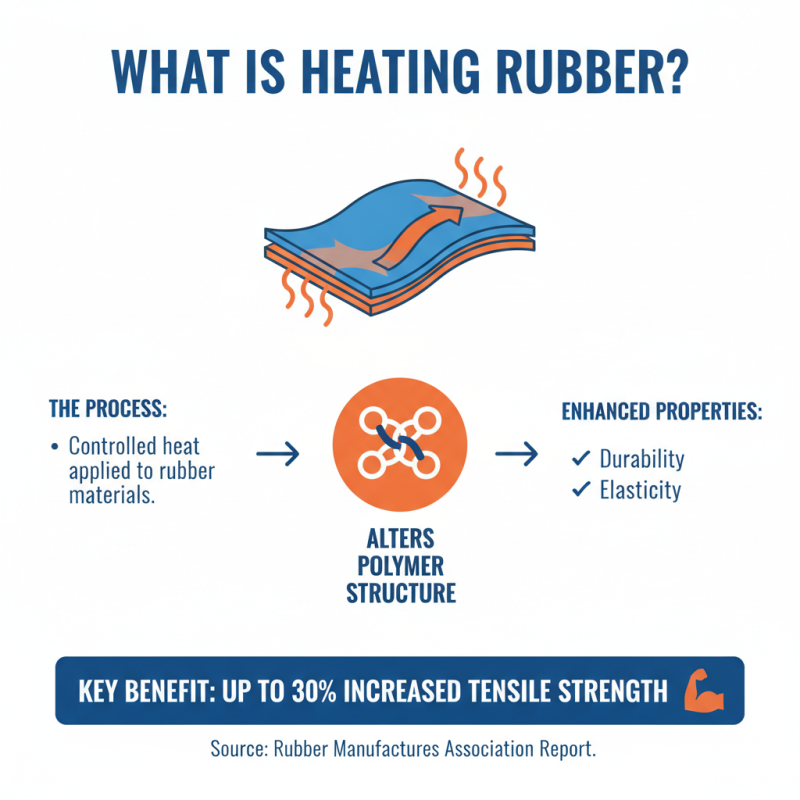
Heating rubber is a specialized process that involves subjecting rubber materials to controlled heat to enhance their properties. This method is crucial in various industries, particularly in manufacturing. The heat alters the polymer structure, making it more durable and elastic. According to a report by the Rubber Manufacturers Association, the heating process can improve the tensile strength of rubber by up to 30%.
In industrial applications, heating rubber is essential for creating components like seals, gaskets, and tires. These products require a precise balance of flexibility and strength. However, the process has its challenges. Overheating can weaken the rubber, while insufficient heat can lead to incomplete curing. Maintaining the correct temperature is vital for quality assurance.
**Tip:** Use an infrared thermometer to monitor the temperature of rubber during the heating process. This can help prevent overheating and improve product integrity.
The versatility of heating rubber extends to medical devices and automotive parts. Each application may require different heating protocols. Yet, not all industries have standardized practices. Some manufacturers still rely on outdated methods, risking product performance. Addressing these inconsistencies may require further research and development.
**Tip:** Regularly review heating protocols to ensure compliance with industry standards. This can enhance both safety and efficiency.
The Composition and Properties of Heating Rubber
Heating rubber, a material designed for effective thermal management, is widely used in various industrial applications. It typically consists of a blend of natural rubber and synthetic compounds, which provide enhanced elasticity and durability. Reports indicate that the global heating rubber market is projected to grow at a compound annual growth rate (CAGR) of 5% from 2023 to 2028. This growth is fueled by increasing demand in engineering sectors, particularly in automotive and aerospace industries.
The properties of heating rubber make it invaluable for heat insulation and protection. It can withstand temperatures ranging from -50°C to 180°C. Its resistance to wear and tear is another important feature, making it suitable for long-term applications. However, some challenges remain. The effectiveness of heating rubber can be affected by moisture exposure, leading to diminished performance. Regular testing for consistency is essential for ensuring high-quality production.
Manufacturers are focusing on improving formulations to address these issues. Some studies suggest that the integration of nanomaterials could enhance thermal conductivity and reduce degradation rates. This innovation may boost the lifespan of heating rubber significantly. However, further research is necessary to standardize these enhancements across different use cases. Balancing performance and cost-effectiveness remains a key concern for industry players.
Applications of Heating Rubber in Various Industries
Heating rubber is a versatile material widely used in many industries. Its unique properties enable it to provide thermal management solutions. Applications range from automotive parts to medical devices. In automotive manufacturing, heating rubber helps maintain optimal temperatures in engines. This ensures efficiency and reduces wear.
In the aerospace sector, it plays a critical role in insulation and vibration damping.
In medical devices, heating rubber is essential for maintaining stable temperatures. It is used in heating pads and incubators. These applications improve patient care and comfort. Heating rubber can also be found in food processing. It ensures that equipment functions without overheating. This ultimately enhances safety standards in food production.
Tips for using heating rubber include ensuring compatibility with other materials. Always test the rubber in controlled environments before large-scale deployment. Regular maintenance is key to prolonging the life of heating rubber products. Be aware that temperature extremes may affect performance. Monitoring is vital for consistent quality.
Benefits and Limitations of Heating Rubber Use
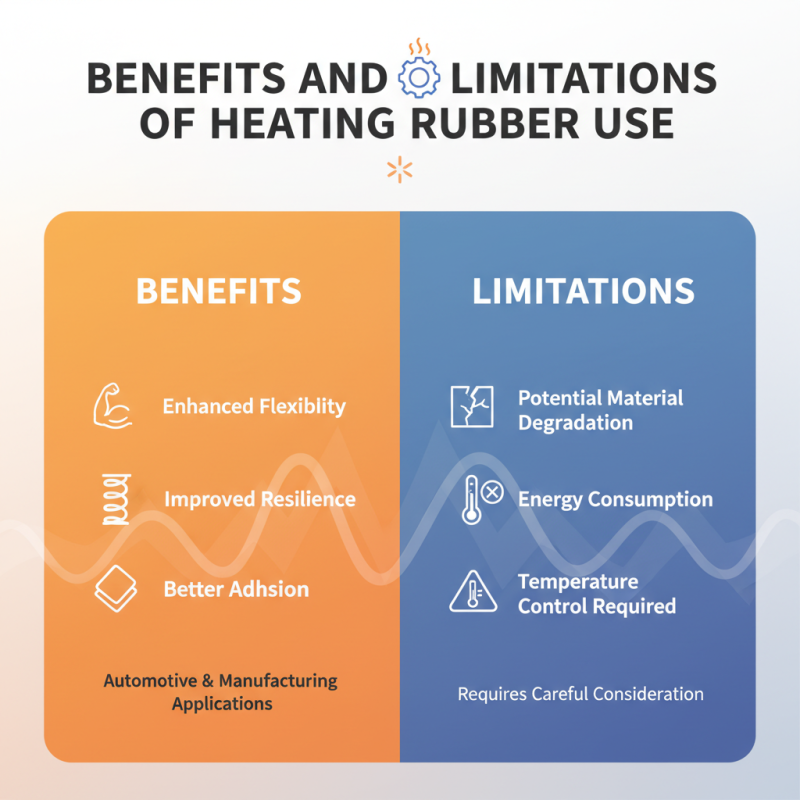
Heating rubber involves the application of heat to enhance its properties or facilitate processing. This technique is employed in various industries, including automotive and manufacturing. It improves flexibility, resilience, and adhesion. However, its benefits come with limitations that need careful consideration.
One major benefit of heating rubber is its ability to bond better with other materials. This property enhances the durability of finished products. The process can also reduce production time, as workers can manipulate heated rubber more easily. Despite these advantages, overheating can lead to degradation. This risk emphasizes the need for precise temperature control in the manufacturing process.
Another limitation is the potential for inconsistent results. Variations in heating time or temperature can yield different qualities in rubber products. This unpredictability can jeopardize product quality and lead to higher rejection rates. Understanding these aspects is critical in improving production methods and ensuring high-quality outputs. It's a balancing act—achieving optimal heat application while minimizing risks remains a challenge in the industry.
Future Trends in Heating Rubber Technology
The heating rubber industry is experiencing innovative changes. Emerging technologies focus on enhancing efficiency and reducing costs. Researchers are exploring new materials that can withstand extreme temperatures. This could lead to more durable products suitable for various applications, such as automotive and aerospace industries.
One noteworthy trend is the integration of smart technologies. These innovations allow heating rubber to adjust based on environmental conditions. This adaptability increases energy efficiency and extends the lifespan of rubber products. However, these advancements require careful testing. Manufacturers must ensure reliability in extreme conditions, which poses a challenge.
Sustainability is also becoming a major concern. Companies are looking to develop eco-friendly heating rubber options. Plants are experimenting with bio-based materials. Although promising, the effectiveness of these materials needs further validation. It's an ongoing area of research that might revolutionize the industry.
What is Heating Rubber and How is it Used in Industry? - Future Trends in Heating Rubber Technology
| Application |
Type of Heating Rubber |
Temperature Range (°C) |
Key Benefits |
| Manufacturing Equipment |
Silicone Rubber |
-40 to 200 |
Resistance to extreme temperatures |
| Food Processing |
EPDM Rubber |
-30 to 150 |
Food-safe, durable |
| Automotive |
Nitrile Rubber |
-45 to 120 |
Oil resistance, flexibility |
| Construction |
Natural Rubber |
-20 to 100 |
High elasticity, shock absorption |
| Electronics |
Conductive Rubber |
-40 to 70 |
Static dissipation, insulation |